

Visión artificial en producción
Herramientas y acciones
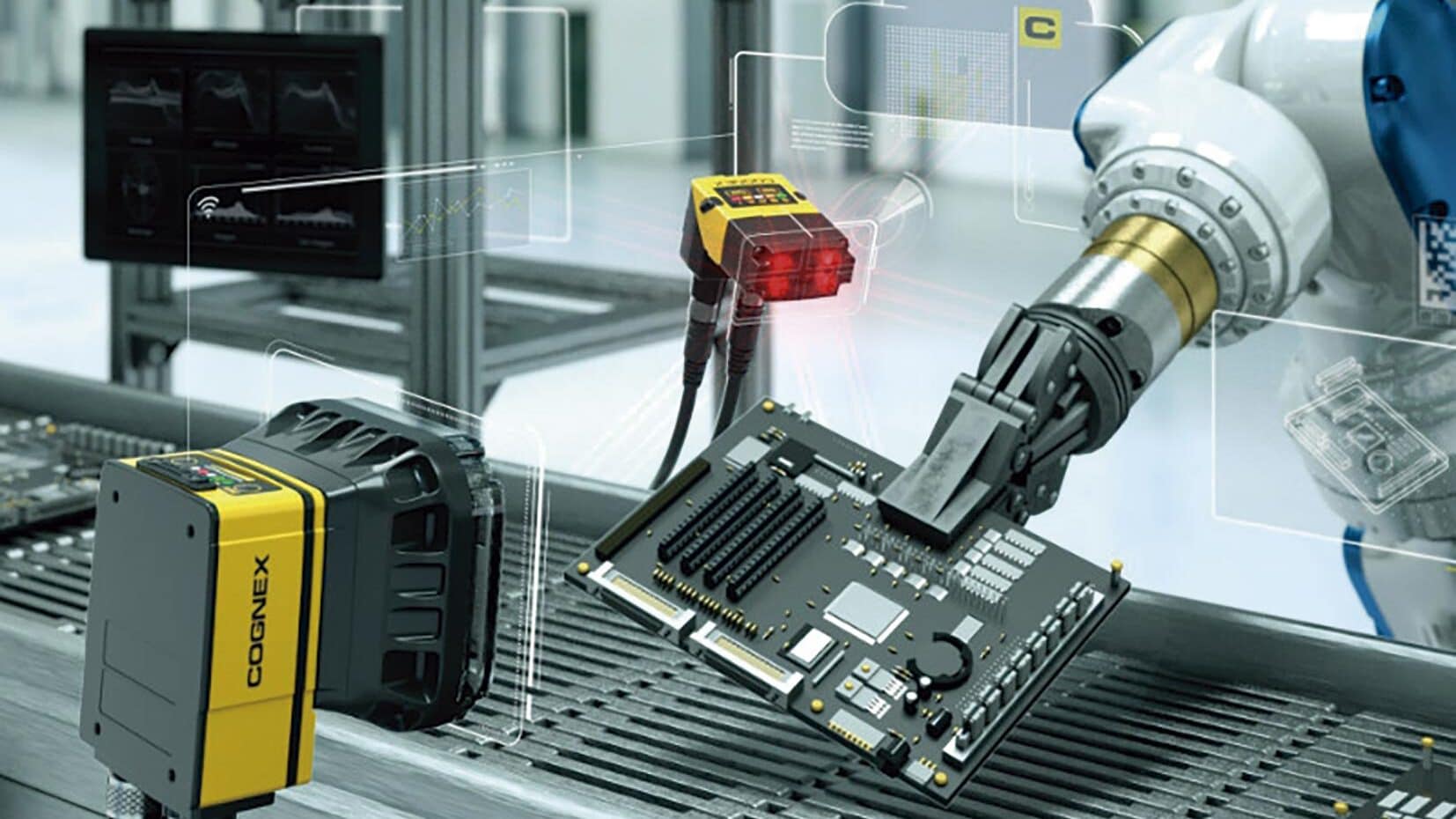
Como siempre es recomendable comenzar por el principio vamos a partir de la propia definición de visión artificial, que no es más que la capacidad otorgada a las máquinas para ver y analizar imágenes. Estos sistemas imitan la visión humana y permiten a los ordenadores reconocer formas, colores, tamaños, y todos aquellos atributos que podamos plasmar gráficamente.
Entre sus innumerables aplicaciones en todos los sectores de actividad, tienen una grandísima utilidad en los procesos industriales de producción, en los que nos vamos a centrar. Ejemplos de automatización de tareas con visión artificial son:
- la identificación de productos defectuosos
- servir de guía para las acciones de robots
- la clasificación de productos por tamaños, colores o materiales
- o la lectura de información en distintos tipos de códigos, entre otros.
Herramientas y acciones
Para llevar a cabo estas tareas se pueden utilizar desde sencillos sensores, hasta avanzadas cámaras, en función de proceso que se encomiende al sistema. En el segundo caso, el más complejo, una vez captadas las imágenes, con la concurrencia de algoritmos avanzados, se descomponen en píxeles que pasan por distintas capas de análisis en buscan patrones prefijados. De este modo, se pueden identificar por ejemplo, como ya hemos reseñado, anomalías en productos a su paso por una cinta transportadora, mediante la detección de elementos que el sistema no reconoce como parte del producto.
Con la información obtenida pueden llevarse a cabo dos tipos de acciones, una informativa, que avisa a los equipos de la detección de una disonancia en el proceso para que actúen en consecuencia, y otra interactiva que provoca la reacción de las propias máquinas al hecho anómalo detectado. Si en una cinta de selección de producto se detecta un artículo que no está en óptimas condiciones, se saca de la cadena automáticamente.
Ventajas de la visión artificial
Las ventajas que ofrece la visión artificial en los procesos de producción son muchísimas, como muchísimas son sus posibles aplicaciones, veamos alguna:
- Objetividad: se dota a los procesos de inspección o selección de total objetividad. Los criterios de validez o clasificación de producto son siempre los mismos, aquellos prefijados de manera previa en el sistema, minimizando los márgenes de error en el proceso.
- Homogeneidad: derivado del apartado anterior, se obtienen productos homogéneos, adecuados a los estándares determinados, lo que repercute en la satisfacción del consumidor final, que siempre verá cumplidas sus expectativas.
- Rapidez de procesamiento: los sistemas de visión artificial o visión máquina permiten analizar varias unidades de producto o leer códigos en décimas de segundo. Los procedimientos se vuelven mucho más rápidos y ágiles.
- Ahorro de costes: Por un lado, no se desperdicia material en productos manufacturados defectuosos, porque al ser detectados son eliminados y no continúan en la cadena de producción. Por otro, la velocidad de análisis permite trabajar con más artículos de manera simultánea, aumentando el ratio de productividad.
- Mejora de la calidad: al detectar disonancias en los estándares marcados, bajo criterios objetivos, se incrementa la calidad del producto final, que reduce a cotas mínimas las fallas en el proceso.
Como vemos, el uso de la inteligencia artificial, concretamente de la visión artificial, mejora notablemente los procesos productivos, que poco se parecen ya a los seguidos hace diez años. Las fábricas, los almacenes, la empresas en general, se automatizan ahorrando tiempo, costes y mejorando la calidad de los productos. Se incrementa, por tanto, la productividad y la rentabilidad, lo que permite ofrecer artículos de mejor calidad a precios más bajos.
 Contactar
Contactar